Face it. You can have the best saws, edgers and CNCs, and the best operators running them, but if the diamond tooling you’re running is not performing to its peak, you’re taking the slow road to the finish line each and every job. Good tooling is not an option, it’s a necessity in the competitive world of stone, and what’s on the spindle counts as much as anything. So, ask yourself, is my current diamond tooling performing at its best, or is it the weak link in my production chain?

Knowing this all too well, Coldspring, a major stone producer for 120 years began producing diamond tooling for their own production line during the 1930s. As time and the available technology progressed, Coldspring’s engineers and leadership set their sights on adapting new techniques in metallurgy and chemistry, and applied them to their cutting, shaping and polishing processes. Coldspring’s emergence as a U.S. tooling developer is the subject of this story. Representing Coldspring for this story is Tooling Production Manager Francis Massmann, Product Development Specialist Joel Vettleson, and Director of Operations Josh Reitmeier.
Necessity was the Mother of Invention
 In the 1970s, diamond tooling was still relatively new to the market, considering the stone industry was a thousand years old. At the time, industrial diamonds were still extremely expensive and not readily available, but as availability increased and prices dropped, Coldspring grabbed hold of the technology and started to develop tooling for their own use. Massmann shares, “Coldspring has always had the mindset of being self-supporting. Many years ago, we built a building that housed carpenters, machinists, engineers, welders, mechanics, and a tooling division. The biggest reason for doing this was to ensure we didn’t have to rely on outside sources to keep operations running.” This became very evident with Coldspring’s diamond tooling needs. Coldspring could get the tools they needed, but due to shipping timelines from overseas, it was often too big of a hold up for their production. In their case, delivery was key. This ultimately drove them to lean on their own trades, and be able to develop what was needed in house. “Whether its equipment or diamond tooling, we’ve built a lot of our own tools,” continued Massmann. “I guess you could say we started out doing it more for our own use, rather than being able to sell it to the rest of the industry.”
In the 1970s, diamond tooling was still relatively new to the market, considering the stone industry was a thousand years old. At the time, industrial diamonds were still extremely expensive and not readily available, but as availability increased and prices dropped, Coldspring grabbed hold of the technology and started to develop tooling for their own use. Massmann shares, “Coldspring has always had the mindset of being self-supporting. Many years ago, we built a building that housed carpenters, machinists, engineers, welders, mechanics, and a tooling division. The biggest reason for doing this was to ensure we didn’t have to rely on outside sources to keep operations running.” This became very evident with Coldspring’s diamond tooling needs. Coldspring could get the tools they needed, but due to shipping timelines from overseas, it was often too big of a hold up for their production. In their case, delivery was key. This ultimately drove them to lean on their own trades, and be able to develop what was needed in house. “Whether its equipment or diamond tooling, we’ve built a lot of our own tools,” continued Massmann. “I guess you could say we started out doing it more for our own use, rather than being able to sell it to the rest of the industry.”
New Directions
By the 1980s, Coldspring had built a larger tooling facility headed up by Linus Dingman, specifically to produce diamond tools using an improved electroplating technique. At the time, sintered tooling was still all the rage, but being industry pioneers, the folks at Coldspring took an additional route and began building tooling using an electroplating process that used a small electrically charged plating tank of warm chemicals. With this system they could produce tooling
where the diamonds were bonded with a nickel coating, the first being their T-31 Anchor Bits.
Success was on the horizon, and as the popularity increased for electroplated tooling, Coldspring continued to move forward to supply demand. Bigger plating tanks and better ways of processing were needed to satisfy the growing market for more diverse and larger tooling, continued Massmann. “In the early 1990s, we started doing more types of tools. That’s when the countertop market really got going, and we developed a lot of tooling with different profiles. We also did a lot of custom profile tools in those days.”

According to Massmann, the Coldspring facility currently houses eight plating tanks – including some that can handle electroplating of very large sized pieces. “We have the capability to do large calibration wheels that are eight to ten feet of solid steel. We’re coating that entire piece of steel with diamonds in the proper grit and proper constancy that’s needed to calibrate limestone slabs, and in some cases harder material such as granite or quartzite. There are just not a lot of companies that are capable of doing that sort of thing and supporting that kind of tool.”
Custom Sintered and Electroplated Tooling: A Coldspring Specialty
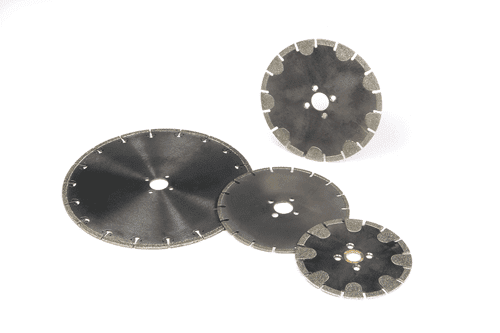
Coldspring manufactures tools for a wide range of applications such as cutting, milling, heavy stock removal, coring, drilling and edging. CNC tools come in HalfGas or 35 mm, while saw blades run from four inch to enormous. Coldspring builds blades and segments for blades up to 138 inches in diameter (11feet-6 inches). Like any other tool manufacturer, Coldspring has a standard line of tooling with a replacement or money-back guarantee. However, unlike other tool manufacturers, Coldspring will work with the customer to build any custom tool to their needs or specs, said Massmann.
“We have a standard line of segments that we put on our blades, but we also customize segments. Every week we are customizing a segment, and modifying if it’s a regular solid segment, or if it’s what we call a layered (sandwich) segment, where there’s a different mix on the outside versus the inside. Turnaround time for custom tools is one to two weeks, while modified, standard tooling can be out the door in one to two days. “We work with the customer from the very start, understanding their equipment, the RPMs and all the parameters that their equipment can run, as well as what material they are working with.
We try to get everything in place so we are certain that when we design a tool, it is going to work for them. Because of this we don’t see a lot of tools come back, or situations where a customer is looking for a credit or a replacement. We try to avoid that by clarifying expectations with the customer up front.”

The Benefits of Electroplating
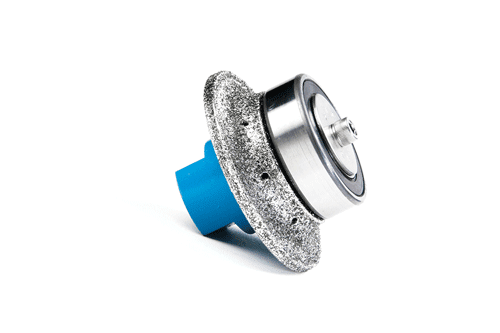
The electroplating process at Coldspring offers not only a better performing tool, but a tool that is fully rebuildable. When the diamonds are worn, the core can be stripped and re-plated at a lower price than purchasing a new one. This is a key feature, especially when the tool was custom built, explains Coldspring Product Development Specialist Joel Vettleson.
“When a customer has us build a custom profile or the steel of the tooling itself was expensive, they can continue to get more production out of it if they’re able to put new diamonds on the tool each and every time. Obviously, if it’s a quarter-inch or half-inch tool, it doesn’t make sense, but on a larger CNC application, it makes a lot of sense if it’s a repetitive or large job.”
 Massmann added, “Probably, the best example of this would be our customers in Indiana who are making products out of limestone. They have massive drums that are used as planers to flatten slabs, or in some cases to expose the aggregate in a concrete product. These things are huge, upwards of eight-feet long. If you can imagine a big drum spinning and a slab going underneath it, the tool grinds that thing perfectly flat. The core, itself, might be worth $20,000. So obviously if there wasn’t the opportunity to just replace the diamonds when they are dull or when they round over, it would be pretty expensive. That is a huge cost advantage to those customers to be able to do that.”
Massmann added, “Probably, the best example of this would be our customers in Indiana who are making products out of limestone. They have massive drums that are used as planers to flatten slabs, or in some cases to expose the aggregate in a concrete product. These things are huge, upwards of eight-feet long. If you can imagine a big drum spinning and a slab going underneath it, the tool grinds that thing perfectly flat. The core, itself, might be worth $20,000. So obviously if there wasn’t the opportunity to just replace the diamonds when they are dull or when they round over, it would be pretty expensive. That is a huge cost advantage to those customers to be able to do that.”
Josh Reitmeier, Director of Operations: “It’s important to note that a large number of our tooling customers are not just in the countertop world. A lot of the folks that we deal with have their own quarry or multiple quarries, and they are primarily processing one or two types of material. For example, let’s say they’ve got a limestone quarry, and they process their own limestone, as well as buy materials from other limestone quarriers. In a lot of cases, if it’s a blade or a grinding tool – whatever it is – they want tools for those specific types of stone. We work with them to ensure they have the best tool for their needs.”
As for designing custom specs for large scale operations, Reitmeier said they have an experienced hammersmith who works in the field and consults with Coldspring customers. “He’s been in the tool industry primarily his whole life, and so he understands everything about the production process and the tool making process, and gives us the feedback that we need in the tooling shop to be able to build the proper tool.”

Using What They Sell
With the exception of blade cores, diamonds, metal bonds and powders for plating, all Coldspring tools and segments are made inhouse in Cold Spring, Minnesota. All research and development is also done in-house, with the latest focus being on quartzites and porcelain based on market trends explained Vettleson. “In-house, we’ve had some exposure to quartzites and a lot more in the last couple of years, and we have developed blades to cut that stone efficiently. When it comes to porcelain, we are also exploring that right now with a couple of customers and outside vendors.
We are even pushing in the direction of using electroplated blades for thin porcelain. Generally, with electroplated tools, you’re not going to get the same lifespan that you would with a sintered tool, but you can control the shape, the size and the cut, as well as being able to reduce chipping on edges or miter cuts.” As for what Coldspring’s hot sellers are these days, it’s their CNC tooling for shaping and finishing, stock removal tools and finger bits, both in sintered and
electroplated.
Additionally, and a big benefit for BB Industries customers, Coldspring, while gearing up for the roll-out of their products, has been working closely with Peter Hauser, BB Industries’ CNC specialist.
Closing Thoughts from the Team
Vettleson: “We are pretty excited about the opportunity to work with some newer customers, and even places outside of our comfort zone. I also think we are well positioned to move forward with some new developments. We are excited about working with BB Industries in the future, and we are working to be a supplier for them and to get their sales and development staff familiar with what we are capable of, and what Coldspring as a company is all about. We look forward to that partnership as we move forward into the future.”
Massmann: “We are always developing tooling and have a wide range of standard tooling solutions, but if a customer calls and they’ve got a different application, we don’t look at it as simply designing a tool. We are designing a tool solution for their operation life.
 Reitmeier: “It’s not just about a tool sale – it’s about how we help them develop their process. One that’s more productive, with faster lead times, and higher quality. Really, whatever the goal is, our door is open. “In addition to building tools, the bigger part of our business is processing stone and other materials. We have the benefit of operating one of the largest stone facilities in the world, and have the opportunity to share our expertise. We have an in-house team of people who are doing the same jobs that our customers do all day long. We might be able to help with why their saw isn’t performing, or why their program isn’t working the way they want it to. So we do leverage the expertise of our stone processing facility to help our customers. Maybe our competition doesn’t have that expertise. I certainly have been in the field visiting with customers who were having problems, and I’ll call (Coldspring), and not the tooling department, but the shop floor in the plant. I’ll lay out the issue to our team and get answers to help our customers with their problem. That’s very unique for a tooling company – to have that (expertise) to lean on.”
Reitmeier: “It’s not just about a tool sale – it’s about how we help them develop their process. One that’s more productive, with faster lead times, and higher quality. Really, whatever the goal is, our door is open. “In addition to building tools, the bigger part of our business is processing stone and other materials. We have the benefit of operating one of the largest stone facilities in the world, and have the opportunity to share our expertise. We have an in-house team of people who are doing the same jobs that our customers do all day long. We might be able to help with why their saw isn’t performing, or why their program isn’t working the way they want it to. So we do leverage the expertise of our stone processing facility to help our customers. Maybe our competition doesn’t have that expertise. I certainly have been in the field visiting with customers who were having problems, and I’ll call (Coldspring), and not the tooling department, but the shop floor in the plant. I’ll lay out the issue to our team and get answers to help our customers with their problem. That’s very unique for a tooling company – to have that (expertise) to lean on.”
It might be fair to say that Coldspring’s consultative approach is one of their biggest assets, and leads to the fact that when they specify a tool, it’s done by truly consulting with customers about what their goals are, and what tool is needed for them to be the most effective.
Article C/O The Slippery Rock Gazette
 To view and purchase Coldspring Diamond Tools visit our website: tooling.coldspringusa.com
To view and purchase Coldspring Diamond Tools visit our website: tooling.coldspringusa.com
 To view and purchase Coldspring Diamond Tools visit our website:
To view and purchase Coldspring Diamond Tools visit our website: